




カーボンニュートラル
大塚グループでは、環境への取り組みにおけるマテリアリティ(重要項目)を「カーボンニュートラル」「サーキュラーエコノミー」「ウォーターニュートラル」と特定し、それぞれの目標を設定しています。大塚製薬では、その達成を目指して、CO2フリー電力をはじめとする再生可能エネルギーの導入や、エネルギー利用効率の最大化に向けた取り組みなどを進め、脱炭素社会の実現とともに、サステナブルな社会の実現を目指していきます。
カーボンニュートラル目標
カーボンニュートラル
目標
- ・2028年目標:CO2排出量を2017年比50%削減
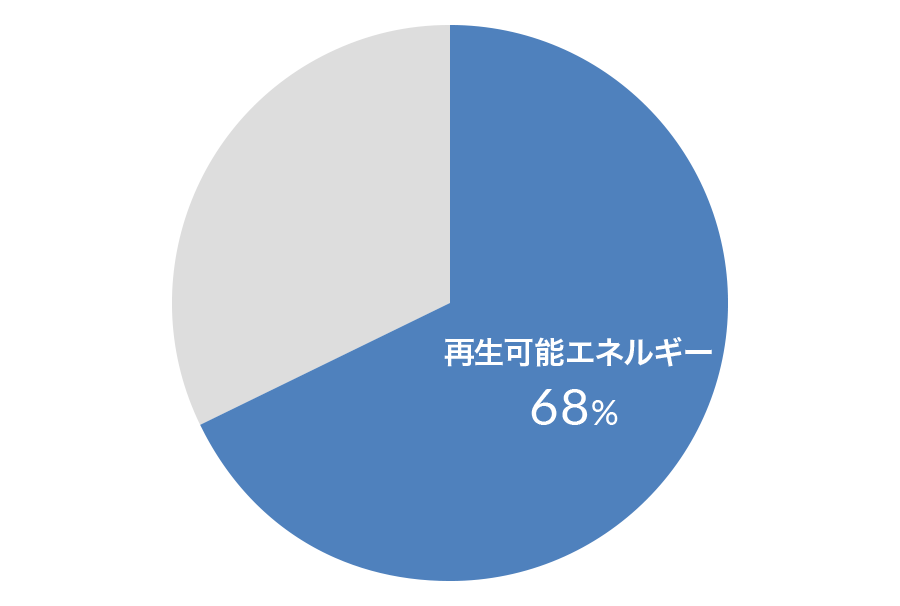
再生可能エネルギー導入率
大塚製薬では、CO2フリー電力の導入及びグリーン電力証書の活用により、2022年の再生可能エネルギー導入率は68%となりました。(原油換算量調べ)
CO2削減の取組み
国内全8工場へのCO2フリー電力の導入
大塚製薬は、生産活動におけるすべての購入電力に、CO2を排出しない再生可能エネルギー由来の「CO2フリー電力」を導入しました(2020年4月完了)。これにより2022年はCO2年間排出量の約66%にあたる、およそ54,400ton-CO2の削減*となりました。
- *国内8工場+1研究所の削減量
「グリーン電力証書」の活用
2020年度より、大塚製薬を含む大塚グループ5社*1の全オフィス部門において「グリーン電力証書」を活用し、使用電力のすべてをグリーン電力に切替えました。これにより2022年度は大塚製薬として、およそ3,000ton-CO2の削減*2となりました。
- *1大塚製薬株式会社、株式会社大塚製薬工場、大鵬薬品工業株式会社、大塚化学株式会社、大塚食品株式会社
- *2一部、CO2フリー電力を含む
再生可能エネルギー設備の導入
大塚製薬は、太陽光発電設備の導入による再生可能エネルギーの活用にも取り組んでおり、2021年12月に徳島板野工場医薬品工場棟への太陽光パネルの設置が完了しました。これを皮切りに、各工場で導入や設置拡大の検討を進めています。


- 関連するニュースリリース
大塚製薬 高崎工場・徳島板野工場に太陽光発電設備を設置 CO2排出量削減を推進
国際的イニシアチブとの関わり
「Science Based Targets( SBT )*イニシアチブ」の認定を取得

大塚製薬は、温室効果ガス削減目標について、SBTイニシアチブから認定を取得しました。この新たな目標の達成に向けてエネルギー利用の最適化や再生可能エネルギーの導入などを実施し、引き続きバリューチェーン全体での温室効果ガス削減を推進していきます。
- *UNGC、世界資源研究所(WRI)、世界自然保護基金(WWF)による国際的なイニシアチブ。パリ協定が目指す世界の平均気温上昇を「2℃未満に抑える」の達成に向け、科学的根拠に基づく削減シナリオと整合した企業のCO2 排出削減目標を認定。
環境実績データはこちら